Teknik Bilgi

1. BORU BÜKME
Malzemelerin doğrultularının sıcak ve soğuk olarak istenilen yöne doğru değiştirilmesi işlemine bükme adı verilir.Soğuk ve sıcak olarak yapılan bükmelerde, malzemelerin büküm yerlerinde şekil değişimleri meydana gelir.
Malzeme cinsi bakır, demir, alüminyum ve diğer malzemelerde bükm e işlemi gerçekleştirilebilir.Bu sayede hem zamandan hem de maliyetten tasarruf yapılır.
Boru bükümü kalite konusunda çok çeşitli faktörlerden etkilenir.Üretim periyodunda metot, işçinin bilgi beceri ve kabiliyeti, makineye hakimiyet, malzeme cinsi ve özelliği, malzemenin makineye ve yapılacak işe uygunluğu, makinenin işe yetkinliği ve çevre faktörleri kaliteyi etkileyen unsurlardır.
2. BORU BÜKME METOTLARI
Çok çeşitli metotlar boru bükme işlemlerinde kullanılabilir.Fakat bükme işlemi için en uygun bükme metodunu seçmek malzemenin cinsine ve istenilen bükme şekline bağlıdır.
2.1.Malafalı Bükme
Malafalı bükmede boru, bükme işlemi için yerleştirildikten sonra bükme kalıbı ile çeneler boruyu kavrar.Bükme kalıbı üzerinde boru,kalıbın yarıçapında bükülür.Eğer malafalı ve kaşıklı bükme kullanılırsa daha kaliteli ve ince et kalınlığına, düşük yarıçapa sahip bükümlerde daha iyi sonuç elde edilir.
2.1.1.Manuel Yarı Otomatik Boru ve Profil Bükme Makinası

Eğer günde az sayıda boru kıvrılacaksa (günde 25-50 arası) tercih edilebilir.Yarı otomatik bir makinadır.Borunun kıvrılması motor ile sağlanıyor fakat kullanımı sırasında operatör yardımı gerekiyor.Çok fazla maliyetli bir makine değildir.En basit malafalı boru bükme makinasıdır.
2.1.2.Yarı Otomatik Bükme (Hidrolik Bükme)

Boru bükmemakineleri mekanik,hidrolik ve elektrikli olarak imal edilmişlerdir.Hidrolik boru bükme makinesi yağ basıncı ile çalışır.Bu makinelerin bükülecek boru çaplarına uygun merkezi bükme kalıpları vardır. Bükme kalıpları dirsek ve köprü bükümlerine göre yapılır.
2.1.3.NC Kontrollü Boru ve Profil Bükme Makinası

Üç pistonlu makinadır.Hidrolik sıkmanın dışında arkada hidrolik malafa mevcuttur.
2.1.4.CNC Bükme

CNC bükme makineleri diğer metotlarla benzer şekilde çalışır.Farkı servo sürücüler, eğri ve eğri yüzeyi arasındaki mesafeyi kontrol eder.Taşıyıcı sistem standart ekipmandır.Bükme aparatı hareketi ve sırası, parça data depolama ve diğer parçalar bilgisayar tarafından otomatik kontrol edilir.Operatör makineye boruyu tutturur, başlama butonuna basar, makine boruyu büker, operatör boruyu makineden alır ve tekrar aynı işlemler gerçekleştirilir.Bükülmek istenen boruların resimleri hazırlanarak kontrol panelindeki bilgisayara yüklenir.Gerekli komutlar verilerek çalıştırılır.Hassas bükümlerin yapılmasında kullanılan CNC boru bükme makineleri aynı parçayı değişik açı ve ölçülerde büker.
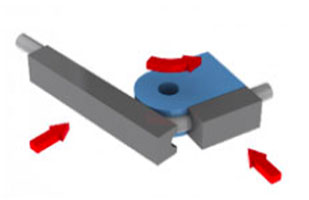
2.2.Sıkıştırarak Bükme
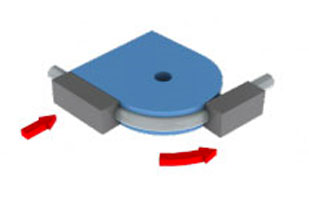
Sıkıştırarak bükme malafalı bükmeye yakın özelliklere sahiptir.Bükme kalıbı ve çene sisteminden oluşur.Ayrıca kayan parça mevcuttur.Bükme yarıçapını elde etmek için kullanılır.Diğer bükme işlemleri için uygun değildir.
2.3.Pres Bükme
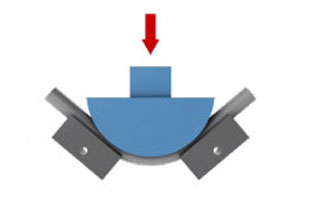
Bu bükmede boru yerleştirildikten sonra bükme yarıçapı şekilde görülen yarıçap bloğuna karşılık gelen 2 karşılayıcının ayarlanmasıyla belirlenir.Yukarıdan gelen yarıçap bloğu manuel ya da hidrolik olarak kumanda sistemi adaptasyonu ile çalıştırılabilir. Bu bükmede boru iç kısmından desteklenmez.Bükme kalın et kalınlığına sahip ve geniş bükme yarıçapını elde etmek için kullanılır.Diğer bükme işlemleri için uygun değildir.
2.4.Üç Toplu Silindir Bükme
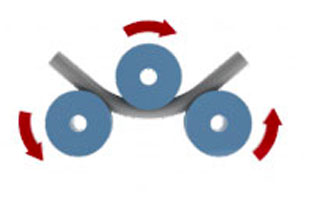
Merdaneler piramit şeklinde dizilmiş olup, üst merdane tahriksiz, yukarı ve aşağı doğru ayar kolu vasıtasıyla ayarlanabilir.Alt merdaneler motor tahrikli olup ileri-geri sarma pedalları ile çalıştırılır.Profil bükme makinesi ile kavis şeklindeki bükümler yapılmaktadır.
BORU BÜKÜMÜNDE KULLANILAN BAZI PARÇALAR
1.BORU VE PROFİL

Çelik,demir,alüminyum,bakır boru gibi çeşitli boru ve profiller boru bükme makinesinde bükülebilir.
2.BÜKME KALIBI

Bükme kalıbı borunun büküm esnasında üzerine sarıldığı ekipmandır.İstenilen boru/profilin bükümünü sağlayan temel materyaldir.Büküm kalıbı deformasyonu engeller ve istenilen bükümün en uygun şekilde kusursuz elde edilmesini sağlar.Bükme kalıbının dışında bulunan çap bükülecek borunun yarıçapına eşittir.
Bükme Kalıbının Tasarım Adımları:
– Kalıbın dış çapı bulunur.
– Kıvrılacak borunun özelliğine göre kalıba genel şekli verilir.
– Makinenin standartlarına göre delik kama yeri ve sabit çene montaj yeri açılır.
– Kalıbın sabit çene ile montajının olabilmesi için montaj delikleri açılır.
3.SABİT ÇENE

Sabit çene borunun büküm esnasında kaymasını önleyen mengene vazifesini gören (boruyu sıkan) kalıp ekipmanıdır.Bükme kalıbına montajı yapılır.
4.HAREKETLİ ÇENE
Borunun bükümü esnasında boruyu sıkıştırır ve borunun kıvrılmasını sağlar.Kalıbın kaymasını önler.
5.MALAFA

Malafa borunun büküm esnasında borunun içinde ve büküm merkezinde kalarak boruyu dış çaptan sıvayan borunun yayılmasını önleyen kalıp ekipmanıdır.Dar radyüslerde büküm elde etmek için toplu malafa tercih edilir.Toplu malafa büküm işlemi esnasında boruya maksimum destek sağlar ve bükümün sorunsuz gerçekleştirilmesine yardımcı olur.Toplar pozisyon olarak serbest hareket eder. Toplar büküm işlem hesabı sonrasında eklenip çıkartılabilir.
Malafa çapı borunun delik çapına eşit olursa malafa hafif sıkı geçer veya takılma yapar.Bu yüzden malafanın çapı borunun delik çapından küçük olmalıdır.
6.KIZAK

Bükme işlemi esnasında boruya dayanarak boru ile birlikte hareket eden parçadır.Boruyu bükme gücüne borunun gösterdiği tepki kuvvetini karşılar.Kayıcı kızak büküm esnasında boruya desteklik sağlar.Malafayı hizada tutar.
7.KAŞIK
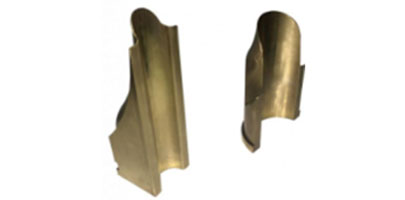
Kaşık borunun büküm esnasında boruyu iç kısımdan destekleyerek deformasyona uğramasını engelleyen boru bükme ekipmanıdır.İnce ve kalın boru/profil bükümlerinde kaşık kullanımı pürüzsüzlüğü sağlar.İnce borularda ve küçük açılarda kıvrılma istediğinde boru kıvrılırken buruşur. Kaşık kullanımı boru bükmedeki bu hatayı önler.